




Крышка люка полувагона является комплектующей деталью и предназначена для установки на 4-х и 8-ми-осные полувагоны для перевозки сыпучих, крупнокусковых, штучных и других грузов, не требующих защиты от атмосферных осадков. Данная крышка является унифицированной и может устанавливаться на все виды полувагонов с типовыми размерами разгрузочных люков (1327х1540 мм) при всех видах ремонта, а также новом изготовлении.
Производительность линии:
- Смена 8 часов – 48 шт.
- Смена 12 часов – 72 шт.
Состав линии:
| Наименование | Кол-во, шт. |
| Позиции для сборки крышек люков полувагонов с пневмозажимами и рольганом для перемещения на следующую позицию | 1 |
| Позиции сварки | 2 |
| Позиции для клепки (клепатор 2 шт., насосная станция 2 шт.) | 1 |
| Накопители деталей | 12 |
| Накопитель готовой продукции | 1 |
| Накопитель заклепок | 1 |
| Кран консольно-поворотный Q=0,5 тн. Высота крана 3,9 м, высота подъема 3 м. | 2 |
| Сварочный пост | 12 |
| Нагреватель заклепок индукционный, производительностью 60...200 кг/ч | 1 |
Рекомендуемый набор оборудования для заготовительного цеха позволяет изготовить две детали крышки люка полувагона за исключением детали “Петля”, ввиду того, что данная деталь может быть получена либо литьем, либо штамповкой.
Необходимая площадь под установку линии – 100 м2. Кол-во работающих на технологической линии 15 человек (позиция клепки – 2 чел., позиция прихватки – 4 чел., позиция приварки – 8 чел., посты ОТК – 1 чел.)
Осуществляем шеф-монтажные и пусконаладочные работы технологической линии
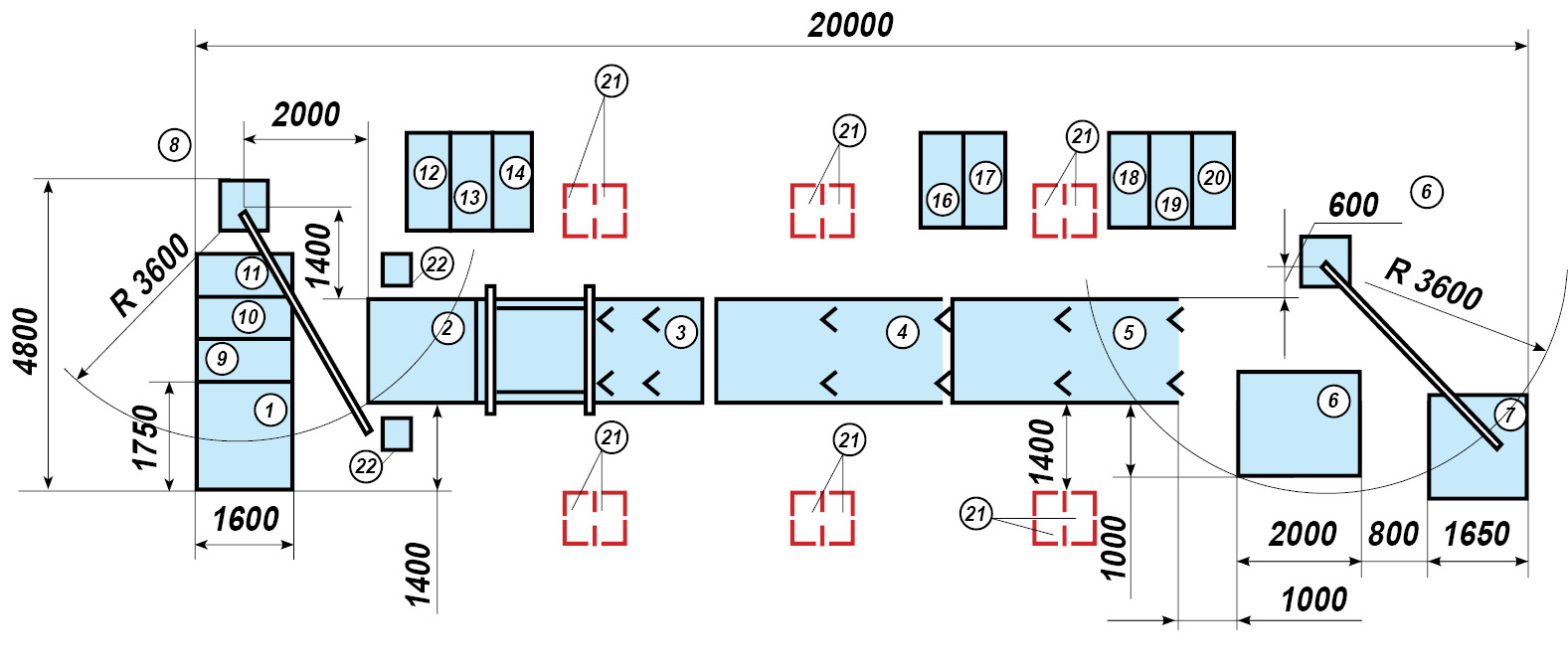
Линия по изготовлению люков полувагонов представляет собой роликовый конвейер (рольганг), состоящий из соединенных между собой секций. Каждая секция является специализированным рабочим местом.
1 – накопитель листов профильных;
2 – клёпки;
3 – стол сборочный;
4,5 – сварочные столы;
6 – контрольный проем;
7 – нокопитель крышек люка вагона;
8 – кран консольно-поворотный;
9 – усиление задних; 10 – петель; 11 – заклепок; 12,13,14 – обвязки; 16 планок; 17 – опор; 18,19 – кронштейнов; 20 – поперечин;
21 – посты сварочные (12 шт.);
22 – гидростанции
 |


